
Page 363 - Les merveilles de l'industrie T1
P. 363
358 MERVEILLES DE L’INDUSTRIE.
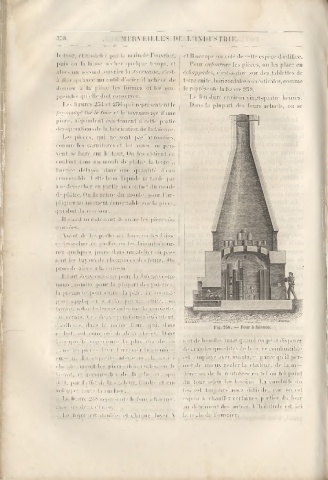
le tour, et modelée par la main de l’ouvrier, et B occupe un côté de cette espèce d’édifice.
puis on la laisse sécher quelque temps, et Pour enfourner les pièces, on les place en
alors un second ouvrier la tournasse, c’est- èchappades, c’est-à-dire sur des tablettes de
à-dire qu’avec un outil d’acier il achève de terre cuite, horizontales ou verticales, comme
donner à la pièce les formes et les em- ! le représente la figure 259.
preintes qu’elle doit conserver. Le feu dure environ vingt-quatre heures.
Les figures 254 et 256 qui représentent le Dans la plupart des fours actuels, on se
façonnage sur le tour et le tournassage d’une
pièce, répondent exactement à cette partie
des opérations de la fabrication de la faïence.
Les pièces, qui ne sont pas arrondies,
comme les garnitures et les anses, ne peu
vent se faire sur le tour. On les obtient en
coulant dans un moule de plâtre, la terre à
faïence délayée dans une quantité d’eau
convenable. Cette boue liquide ne tarde pas
à se dessécher en partie au contact du moule
de plâtre. On la retire du moule, pour l’ap
pliquer au moment convenable sur la pièce,
qui doit la recevoir.
Il s’agit maintenant de cuire les pièces fa
çonnées.
Avant de les porter au four, on les laisse 1
se dessécher en partie, en les faisant séjour
ner quelques jours dans un atelier où pas
sent les tuyaux de cheminées des fours. On
procède alors à la cuisson.
Il faut deux cuissons pour la faïence com
mune, comme pour la plupart des poteries ;
la première pour cuire la pâte, la seconde
pour appliquer sur la poterie cuite, ou
biscuit, selon le terme vulgaire, la couverte,
ou vernis. Ces deux opérations s’exécutent,
d’ailleurs, dans le même four, qui, dans
ce but, est composé de deux étages. Dans
la capacité supérieure la plus chaude, on sert de houille, mais quand on peut disposer
place les pièces devant recevoir la première de grandes quantités de bois, ce combustible
cuisson. La capacité inférieure, la moins est employé avec avantage, parce qu’il per
chaude, reçoit les pièces déjà cuites, ou le i met de mieux régler la chaleur, de la mo
biscuit, et recouvertes de la glaçure, qui dérer ou de la renforcer en tel ou tel point
doit, par l’effet de la chaleur, fondre et en du four selon les besoins. La conduite du
velopper toute la surface. feu est toujours assez difficile, car on est
La figure 258 représente le four à faïence, exposé à chauffer certaines parties du four
avec ses deux étages. au détriment des autres. L’habitude est ici
Le foyer est double, et chaque foyer A la règle de l’ouvrier.