
Page 53 - Manu_1912
P. 53
NOS DIFFÉRENTS MODELES
DE CANONS ACIER
NOMS eiuplovons POUR nos canons de fusils les 4 qualités d'aner simante-.
Pour les fusils les plus ordinaires, l'acier fondu d" 1'l"I'llIip)"l'!p)a!H'-.
Pour les fusils de qualité moyenne. l'aner fondu extra.
Tous nus canon- en acier fondu de 11i'-i-i- qualité el de qualité exIra. pas-eut. cn.inl
jour PIIII,Joi, à épreuve olïicielle, dont VOICI le pomcoii SI-I'TII.NM Wour 1rs »/«//';/
I
,('-i'l'f'''l''>.', ruii' jJ(/!Ies t:.-' el ":1..
Pour les fusils de première qualité, l'ader " HERCULE " fabriqué "'1""";:11"1111'111 NUI-
nul ri conlrôlo fi'diii-i-S formules de no- laboraloires.
Les canons laits avec ecl aciej- subissent l'épreuve ot'licldle avec surcharge dite supérieure
dont voici le poinçon : ST- K IK\NI
Pourles fusilsextra fins, iarh'r " HERCULE TREMPÉ ac ici- ton t spécial.ci ce par no- ingé-
nieurs ila lis ilu- laboratoires,à la su le d., nom lire use- élude.-, cl essai-, pos-édaut, après u ne reuipe
et un traileiiicnl tout pariiculiers, des ipialilés de résj.-lance telles ipie les canuiis laits av ec lui
supportant, facilement les énormes pressions que donnent les charges r.)H-;id'''t'a)'!''-de la double
épreuve officielle constatée par le poinçon «uivaul : ST-I\TII X\I-.
L'<''p)'cu\pà surcharge dite supérieure '-t.!td indiquée par le poinçon à -2 palmes SK ST-ETU.\NI
beaucoup île fabricants l'annoncent rumine double épreuvi'. C'est la une inexactitude inten-
tionnelle, car la double épreuve comporte le poinçon à 3 palmes suivant: ^ST-ETII.NM
CI' 11u proii\e l'exceptionnelle qualité* de JIOS canons l'Il acier " HERCULE TREMPE qui
ont subi lu double épreuve, '-''st que la ManufactureFrançaise d'Armes et Cycles est. pour
ainsi dire, la seule fabrique d'armes présentant régulièrement au Banc d'épreuve officiel de-
canons pour subir celte redoutable 1''III"I'\I\'f',
11 existe encore une épreuve supérieure à la double epreme, que Ion appelle triple épreuve,
niais les charges en smil tejlemeul élevées. ipie les calions, alors même qu ils la supportent, en
sorteril avec leur métal plutôt détérioré. ('elle triple épreuve, absolument inutile, a surtout de
créée "Il vue d'cxp!''i')m''nt''rà outrance certains aric)'.s.
lin dehors de la qualilé dit uiélal, nos canons sont, suivant le prix de l'arme a laquelle ils
sonl destinés, assemblés de plusieurs façons.
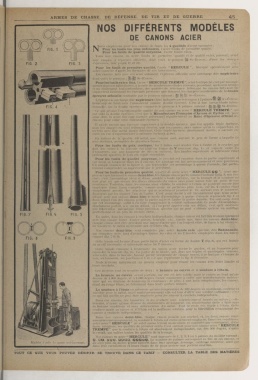
Pour les fusils de prix modique, les 2 tubes sont accolés l'uu à t'autr'' et l" crochet qui
doit les relier à la ba-cule "si taillé eu l'orme d., V renversé (lig. 1) cl s'ajuste entre les
li tuunerres sur une longueur de 10 c fil environ. Les bandes supérieure et inlerieurc étant
égalcnienI ajustées, le tout t?sl soudé ensemble.
Pour tes fusils de qualité moyenne, If' crochel esl encastré dans sa partie supérieure et
-ni' toiile sa longueur dans les 2 canons. Ce| ajuMage est tait mécaniquement et avec précision.
T il simple examen de la ligure 2, qui représenle cet assemblage à queue d'aronde, fait partai-
tenienL comprendre sa supériorité sur le précédent.
Pourles fusilsde première qualité, à p:ll'lil'd,' noire acier " HERCULE nous em-
ployonsspi'cialeiuenLle canon demi-bloc. Ici chaque canon porte,connue t'indique la lig. H, sou cro-
chel c'esl l'as""'11I1da¡':-I, idéal e| d'une solidilé à toute épreuve, car la brasure et la soudure ne
i,.Llt plus ici que réunir les divers ëléiuenls du canon >ans jouer aui'un rôle an point de vue
résistance. Toutefois, dans les canons ainsi établis, la soudure à lélaiji ne pourrait encore elre
employée d'une façon complèle, commenous en parlerons plus loin, caries 2 canons étant
simplement accolés, les réactions qui se produisent pendani le lit". surloiiL vers le tonnen-e.
liniraienl par les séparer l'un de l'autre. C'est polir oh\ ier à cet inconvénient que nous avons
ailnplé pour nos canons demi-bloc le mode d'assemblage à queue d'aronde représenté li?. t et
dans lequel l'un des canons porle la parlie mâle et l'aulre la partie tenielle. l'Il seul coup I"Cpil
sur cel assemblage, sutïil à en faire comprendre la solidité inébranlable,(je mode d assemblage,
absoluinenl parfait, n'a qu'ull défaut, si l'on peut appeler cela un défaut, c esL qti il nécessite
une fabrication mécanique d'une précision absolue qui ne peul s obtenir qu avec un outillage
perfectionné et un prix de revient élevé.
Imi outre, dans les canons à crochels indépendant-', chaque canon est fait 1reséconomiquement
avec une simple barre d'a'-it')- ))'-rc(''<'. tournée, f'k" tandis 'ph', dans les canins demi-bloc,
chaque canon doit )'))'<- pris dan- une masse d'acier que l''}II forge et élii-e, de laçon a lui réserver,
au .tonnerre, le métal nécessaire aux crochels (tljr. ;1),
Nos canons demi-bloc s0111 c'unp)(''h's par notre bande cale sp''-chd<', dite Rationnelle,
qui remplace avec lai,L d'avanlages toutes les cales el les 2 bandes employées dans les autres
canons (lig-, 7 "t \1),
Celle bande ''sL formée d'une ?.'))!<' barre rl':wi,'1' ('it ful'lw' do double T (lig. 8), qui est lraisce
au protn nécessaire el !ntrodnih' entre les 2 <'ajh)h-'..
('elle bajide j'en ion le à l'extrémité du canon pour porler le glli,lolI, et au tonnerre pour
rejoindre la bascule Clin. li). I.a parlie de la bande, qui. dans nos triples et quadruples verrous,
s'encastre dans la bascule. riii,;tiii partie intégrante de chaque canon, ne l'aut pas s étonnerde
il
voir, au tonnerre, les jonctions <t h et c il que repré-ente la lig. (i ci-conlre.
Nous arrivons maintenant au moyen employé pour réunir les canons avec leurs bandes et
leurs crochels.
(J-S moyens sonl au nombre de deux : la brasure au cuivre el la soudure à l'étain.
La brasure au cuivre serait parfaite, car elle esl Ires solide, mai- le cuivre ne fond qu au-
dessus de 1.1"MI ¡j,'gr"';"'l'I à l.ijou degrés l'acier commence à "ldlÎl' une transformation molécu-
laire qui eu diminua de beaucoup la résislaure de plus, a une telle Il'JlljJl'l'allll'p, les 1':llIull"',
:
étant au rouge lolan,', se défoi inenl dan- leurs parties tuhH't's.
La soudure à l'étain il!' nécessite qu'une températurede rfifU degres au maximum, nullement
nuisible pour le mêlai, mais malheureusement elle esl loin d ollrir une -olidite -ullisanle ce-i
ce qui fait qu'elle ne peu être employée pour les canon- a crochets indépendants.
Dans ces canons, les tonnerre- el -les crochels sonl soigneusement bra-es au cui\re celte
à crochels indépendanis..
brasure, n'avaiil qu une dizaine de cen Iiinelres de longueur, e-t relaliveinenl facile ;i taire'lan-
de honues conditions el .-ans détérioration dll uiélal. Tout le re-le e-l soude a li-lain. l.eil,
soudure mixte au cuivre, et. à l'étain esl la meilleure solution [mur la fabrication économique dé-
calions
Dans nos canons demi-bloc, chaque canon possède sou crochet, et. les deux ca ii' in- élan t
assemblésmécaniquement, la sou du re à IV lai est exrl usi vemeut employée. Dans ,-e- condition -.
u
notre acier "HERCULE" ne s,ii.i[ aucun travail moléculaire el ,"'11""['\" par """"""'(11"111. d une
façon intégrale, ses qualité-' de premier ordre.C'e-l surloiil pour nos canons acier " HERCULE
TREMPÉ" que la soudure à l'Otain est absolument indispensable, car, de- ."mn degrés, s opère
le recuit, qui enlève toutes les qualités d(' la Irempp.
Nos canons en acier Il HERCULE" sont marqués .1(, 1. 2. :1, 1 ..n T. palmes Iti modèle Fuivant
1ÏO, Quoul QÎHSI$9- Le d" l'aime- con-espond au Ii"i de (',''''l'an,)II"', d
au soin plus mi moins grand apporte dans leur ajustage, ilre-sajje. calibrage !nt''r).'ur. ain-i que
dans leur rectiiicatiou et leurs essais de tir pour arriver aux portées maxima.
TOUT CE QUE VOUS POUVEZ DÉSIRER SE TROUVE DANS CE TARIF — CONSULTER LA TABLE DES MATIERES